 手機版|
手機版|

 關注公眾號|
關注公眾號|


 下載手機APP
下載手機APP 重型起重機大臂主銷拆卸一直是困擾起重機械拆裝的老大難問題,我們為解決拆卸起重機大臂主銷設計了專用工具,使用效果很好,此專用工具同樣適用于拆卸其他重型工程機械上難拆的銷子。介紹如下:
1.受力分析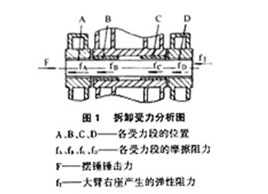
由圖1知,當擺錘敲擊大臂主銷時,B段和C段雖都為間隙配合,但由于大臂主銷外表面和襯套內表面的大量磨損,又由于大臂質量有好幾噸(正壓力),因此fB和fC均較大。A段和D段也都為間隙配合,國產起重機上此間隙為0.40mm左右,進口起重機上為0.15mm。但由于大臂主銷和大臂座無相對運動,A段和D段常常因年久生銹,靜摩擦系數很大,所以摩擦阻力fA和fD都很大。一般來說,國產重型起重機的大臂主銷比進口產品的相對地容易拆卸。在擺錘錘擊力F作用下,大臂右座相對于左座將產生微量的彈性變形,此彈性變形阻力fT也是非常大的。
2.拆卸專用工具
拆卸專用工具結構如圖2所示,使用擺錘產生足夠的擺動撞擊力。由于大臂主銷質量和尺寸都比較大,根據動量守恒定律,擺錘的質量必須大于大臂主銷的質量才能省力。以日本多田野45t起重機為例,其大臂主銷尺寸為4130mmxl000mm、質量為100kg,因而我們所用擺錘的尺寸為中180mmxl200mm、質量為300kg。
螺栓和套筒的作用是產生預緊力,用來平衡大臂右座的彈性阻力fT。螺栓用45#鋼經調質處理,螺紋與大臂主銷端部的工藝螺紋孔相配。套筒選用上海產的三元牌重型套筒。
氣割槍的作用是加熱A段和D段,使這兩處的支座孔因受熱而變大,這樣,A段和D段的摩擦阻力都將大大減少。一般國產重型起重機無需使用氣割槍加熱即可將大臂主銷拆下,個別銹蝕嚴重的才需要使用氣割槍加熱。對于進口重型起重機,由于A段和D段的配合間隙都很小,一旦生銹,摩擦阻力就很大,常常30t以上的產品就需要使用氣割槍加熱。
3.拆卸方法
準備工作:選用一段棒料,計算尺寸與質量做成擺錘;按圖2所示焊上4根手柄和兩個鋼絲繩防護圈,用鋼絲繩將擺錘吊在st以上的行車上,并擺正位置;選用3-4根長度不等的鐵質襯鐵,并墊好或用繩子向上拉住。選用3-5個鋼質墊套,其長度應與螺栓配套。準備好套筒。加力桿、壓板、螺栓和氣割槍。用千斤頂和方塊木料墊在大臂中后下部,將大臂支撐好。
拆卸過程:擺動擺錘,對準襯鐵撞擊,擺幅適度,注意安全,每撞擊一次,就要用套筒擰緊螺栓一次,如此循環往復。難拆時用氣割槍在大臂主銷孔口圓周均勻加熱。當主銷出來一部分后,根據需要更換墊套和襯鐵,然后再繼續進行,直至將大臂主銷擊出。運用這種工具,有效的解決了重型起重機械臂的拆卸問題。
1.受力分析
由圖1知,當擺錘敲擊大臂主銷時,B段和C段雖都為間隙配合,但由于大臂主銷外表面和襯套內表面的大量磨損,又由于大臂質量有好幾噸(正壓力),因此fB和fC均較大。A段和D段也都為間隙配合,國產起重機上此間隙為0.40mm左右,進口起重機上為0.15mm。但由于大臂主銷和大臂座無相對運動,A段和D段常常因年久生銹,靜摩擦系數很大,所以摩擦阻力fA和fD都很大。一般來說,國產重型起重機的大臂主銷比進口產品的相對地容易拆卸。在擺錘錘擊力F作用下,大臂右座相對于左座將產生微量的彈性變形,此彈性變形阻力fT也是非常大的。
2.拆卸專用工具
拆卸專用工具結構如圖2所示,使用擺錘產生足夠的擺動撞擊力。由于大臂主銷質量和尺寸都比較大,根據動量守恒定律,擺錘的質量必須大于大臂主銷的質量才能省力。以日本多田野45t起重機為例,其大臂主銷尺寸為4130mmxl000mm、質量為100kg,因而我們所用擺錘的尺寸為中180mmxl200mm、質量為300kg。
螺栓和套筒的作用是產生預緊力,用來平衡大臂右座的彈性阻力fT。螺栓用45#鋼經調質處理,螺紋與大臂主銷端部的工藝螺紋孔相配。套筒選用上海產的三元牌重型套筒。
氣割槍的作用是加熱A段和D段,使這兩處的支座孔因受熱而變大,這樣,A段和D段的摩擦阻力都將大大減少。一般國產重型起重機無需使用氣割槍加熱即可將大臂主銷拆下,個別銹蝕嚴重的才需要使用氣割槍加熱。對于進口重型起重機,由于A段和D段的配合間隙都很小,一旦生銹,摩擦阻力就很大,常常30t以上的產品就需要使用氣割槍加熱。
3.拆卸方法
準備工作:選用一段棒料,計算尺寸與質量做成擺錘;按圖2所示焊上4根手柄和兩個鋼絲繩防護圈,用鋼絲繩將擺錘吊在st以上的行車上,并擺正位置;選用3-4根長度不等的鐵質襯鐵,并墊好或用繩子向上拉住。選用3-5個鋼質墊套,其長度應與螺栓配套。準備好套筒。加力桿、壓板、螺栓和氣割槍。用千斤頂和方塊木料墊在大臂中后下部,將大臂支撐好。
拆卸過程:擺動擺錘,對準襯鐵撞擊,擺幅適度,注意安全,每撞擊一次,就要用套筒擰緊螺栓一次,如此循環往復。難拆時用氣割槍在大臂主銷孔口圓周均勻加熱。當主銷出來一部分后,根據需要更換墊套和襯鐵,然后再繼續進行,直至將大臂主銷擊出。運用這種工具,有效的解決了重型起重機械臂的拆卸問題。



















